

Установка для сварки алюминиевых топливных баков



Установка предназначена для автоматической сварки алюминиевых топливных баков прямоугольного профиля одновременно двумя горелками
Возможны исполнения установки для сварки:
- МИГ/МАГ или ТИГ;
- одновременно или последовательно двумя горелками;
- без колебаний и с колебаниями горелок;
- с механическим копированием линии сварного шва;
Оборудование состоит из корпуса машины, фиксирующего и вращающего бак приспособления, механизма вертикального перемещения суппорта с сварочными горелками, механизма горизонтального перемещения суппорта с сварочными горелками, механизма регулировки положения сварочных горелок, системы управления с ЧПУ, электрической системы управления, источника сварочного тока и других компонентов.
Опционально установка может быть снабжена видеомонитором, закрытой кабиной

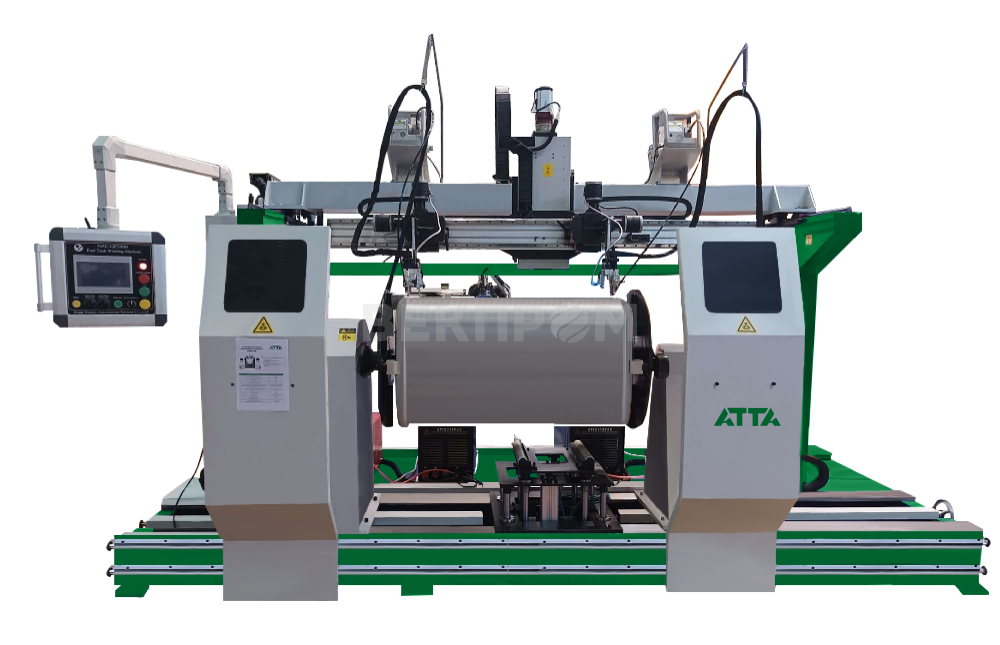
Основной корпус
В левой части корпуса станка установлен механизм вращения заготовки, в правой пневматическая задняя бабка. Между ними установлено приспособление поддержки бака. На двух стойках размещена система горизонтального и вертикального перемещения двух сварочных горелок с CNC управлением. Электрический шкаф управления находится с правой стороны.

Заготовка фиксируется с двух сторон пневматическими зажимами соответствующими размеру торца заготовки. Зажимное устройство оснащено определением исходного положения. После сварки машина автоматически вернется в исходное положение
Суппорт заготовки
Пневматическая поддержка заготовки перемещается вверх-вниз при загрузке и разгрузке после сварки, облегчая зажим и снятие изделия после сварки.

Приводная передняя бабка состоит из серводвигателя переменного тока, редуктора, токопроводящей втулки, крепления заготовки и других компонентов.
Скорость вращения заготовки изменяется в зависимости от ее положения для того чтобы линейная скорость сварки была постоянная.
Механизм перемещения сварочной горелки по вертикали и горизонтали с ЧПУ
Механизм перемещения состоит из серводвигателя переменного тока, редуктора, линейной пары направляющих и шарикового винта. Серводвигатель переменного тока с большим крутящим моментом приводит в движение шарико-винтовую передачу, приводя сварочную головку в движение вперед-назад и вверх-вниз. Серводвигатели переменного тока управляются системой ЧПУ для реализации 3-осевой связи процесса сварки.
Механизм регулировки положения сварочной горелки
Сварочная горелка можно регулировать вверх-вниз, влево-вправо и поворачивать под углом. Положение сварочной горелки регулируется двигателем
Система ЧПУ
Регулируются 3 оси - скорость вращения оси заготовки, перемещение сварочной горелки вперед-назад и вверх-вниз.
Электрическая Система Управления
Для управления машиной используется PLC контроллер. Система ЧПУ регулирует скорость вращения заготовкой, перемещение сварочной горелки вперед-назад и вверх-вниз. Это дает возможность производить сварку с постоянной скоростью баков прямоугольного профиля. Бесконтактный разомкнутый замкнутый контур определит положение сварки.

Производитель |
ATTA |
Мин. длина заготовки, мм |
450 |
Макс. длина заготовки, мм |
2000 |
Расход воздуха, л/мин |
15 |
Тип источника тока |
на выбор |
Угол колебаний горелки |
−30/+30 |
Давление воздуха, МПа |
0.4/0/6 |
Макс. сварочный ток, А |
0-300 |
Макс. высота заготовки, м |
800 |
Диапазон перемещения горелки вправо-влево, мм |
±30 |
Диапазон перемещения горелки вверх-вниз, мм |
±30 |
Мин. ширина заготовки, мм |
300 |
Мин. высота заготовки, мм |
300 |
Макс. ширина заготовки, мм |
800 |
Макс. высота заготовки, мм |
800 |
Соосность между двумя головками, мм |
≤1 |
Скорость перемещения горелки по оси X, мм/мин |
0-2000 (бесступенчатая регулировка) |
Скорость перемещения горелки по оси Y, мм/мин |
0-2000 (бесступенчатая регулировка) |
Напряжение сварки, В |
0-40 (бесступенчатая регулировка) |
Диаметр сварочной проволоки, мм |
1.2/1.6 |
Напряжение подключения машины, В |
3ф/50Гц/AC220В |
Напряжение подключения источников сварки, В |
3ф/50Гц/AC380В |
Толщина, мм |
1~3 |